目的
为加强生产部钣金车间的质量管理,确保每一道工序的质量可控、可追溯,特制定本质量跟踪记录表。本记录旨在规范操作流程,明确质量责任,为持续改进提供数据支持。
适用范围
本记录表适用于生产部钣金车间内所有涉及金属板材下料、折弯、焊接、打磨、喷涂等工序的生产批次与单件产品。
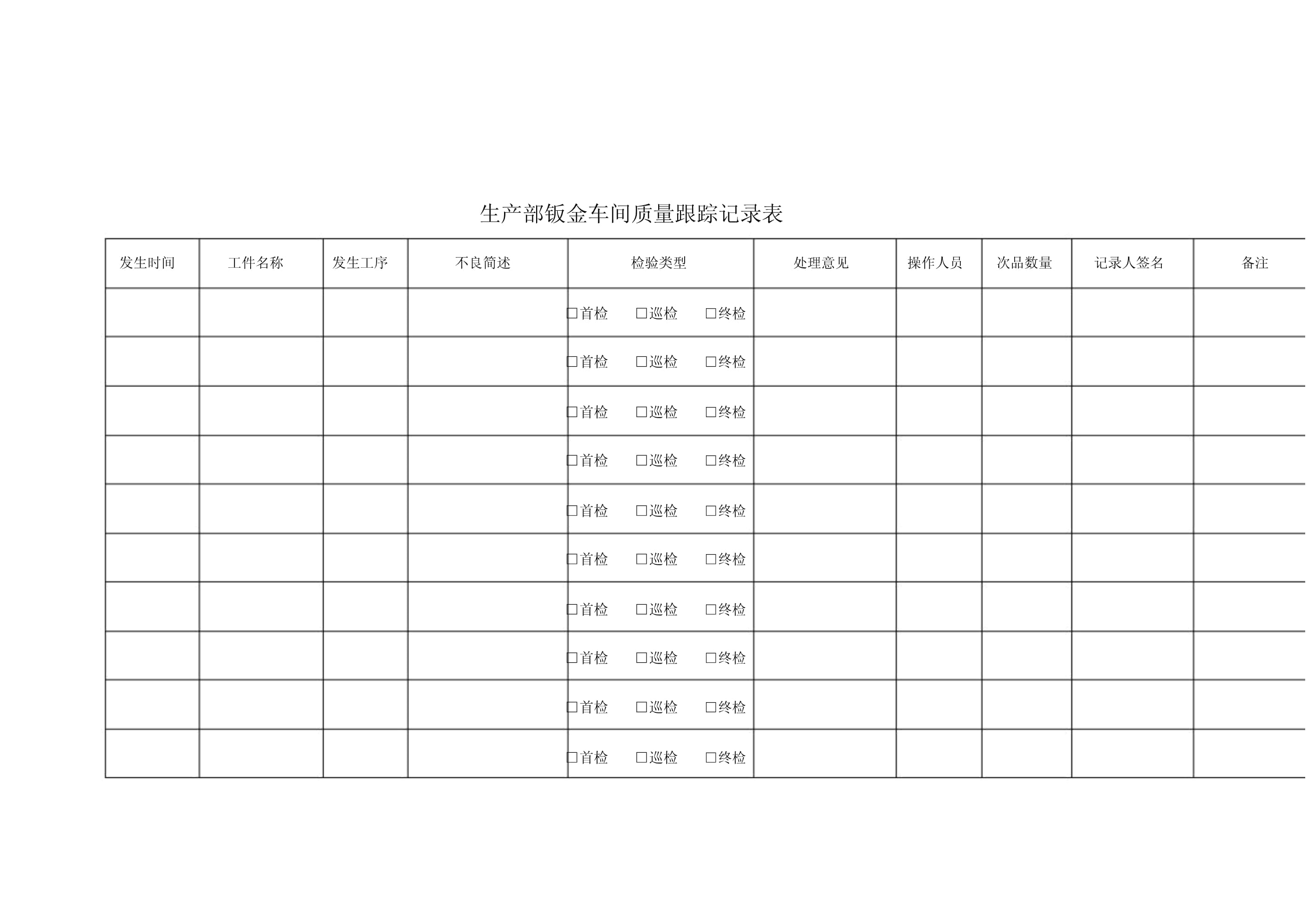
记录信息(第1页)
- 产品/项目名称: __
- 生产订单号: __
- 产品图号: __
- 生产批次/序列号: __
- 原材料信息:
- 材质/牌号: __
- 规格/厚度: __
- 供应商/炉批号: __
- 检验状态(合格/待检/不合格):
6. 关键工序质量点检记录:
| 序号 | 工序名称 | 操作员 | 自检结果 | 互检/专检结果 | 检验员签名 | 日期/时间 | 备注(如不合格品处理方式) |
|:---:|:---|:---|:---:|:---:|:---|:---|:---|
| 1 | 激光切割/下料 | | □合格 □不合格 | □合格 □不合格 | | _-- : | |
| 2 | 折弯成型 | | □合格 □不合格 | □合格 □不合格 | | -- : | |
| 3 | 焊接/组装 | | □合格 □不合格 | □合格 □不合格 | | -- : | |
| 4 | 表面处理(打磨) | | □合格 □不合格 | □合格 □不合格 | | -- : | |
| 5 | 首件检验 | | — | □合格 □不合格 | | -- : | _ |
- 本批次/本件产品最终检验结论:
- □ 合格,可转入下道工序/入库。
- □ 不合格,需返工/返修。
- □ 不合格,作报废处理。
- 最终检验员签名: 日期: _--_
8. 质量异常记录:
(如发生尺寸超差、外观缺陷、材料问题等,请在此处简要描述,并注明对应的工序序号及处理措施)
_
_
- 车间主管确认: _ 日期: --_
填写说明
- 所有带“”处需由责任人用正楷字迹清晰填写。
- “自检结果”由工序操作员完成工作后立即填写;“互检/专检结果”由指定的检验人员或下道工序操作员填写。
- 任何工序出现“不合格”时,必须在“备注”栏或“质量异常记录”栏明确处置方式(如返工、隔离、报废等)。
- 本记录表随生产物料流转,产品完工入库后,由质量部门归档保存,保存期限按公司质量体系文件规定执行。
---
(注:此为记录表模板的第1页,聚焦于钣金加工的前段核心工序。后续页面可根据需要扩展,如包含喷涂、总装、性能测试等环节的详细跟踪记录。)